



Hardware engineers communicate through a unique language of acronyms known as three-letter acronyms (TLAs). While software engineers write code, hardware engineers speak it. This language includes EVT, DVT, PVT, MP; OK, NG, FA, CA; PD, EPM, OPM; PRD, DRP, BOM. It may seem confusing to outsiders, but for hardware engineers, it’s just another day at the office.
My daily routine involves engaging in discussions with hardware company engineers, both from big corporations and startups, regarding their manufacturing challenges. The conversations typically center around product maturity and builds, where several acronyms like EVT, DVT, PVT, and MP are frequently used to describe the pain points.
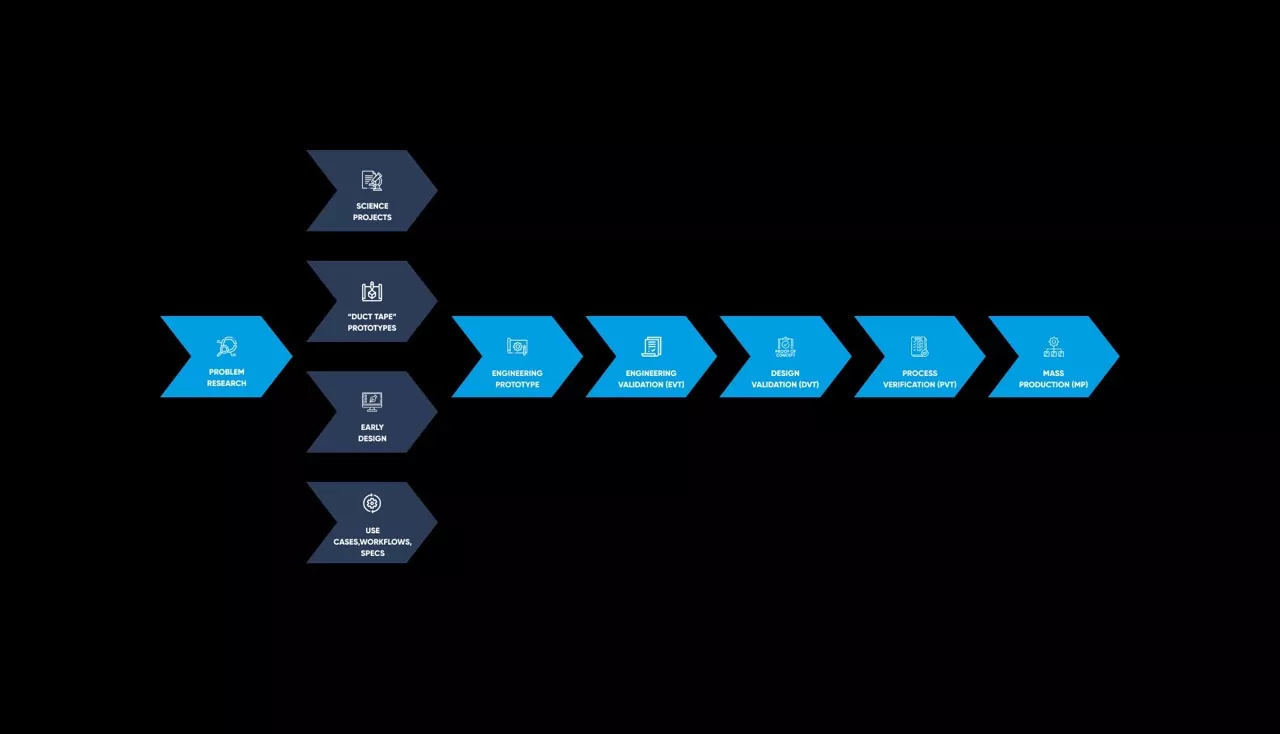
Although there are some variations in the terms used by different companies, the fundamental process remains unchanged: multiple prototypes are constructed to arrive at the ultimate design that is ready for mass production. Curiously, there is a lack of shared understanding within the consumer electronics sector regarding the precise definitions of EVT and DVT product maturity.
Because internet searches often fail to provide adequate answers, early hardware companies frequently inquire about this topic. To clarify the process, I have created a guide composed of my extensive experience as a Product Design Engineer and insights gleaned from nearly one hundred interviews with hardware engineers.
A prototype build involves the creation of a limited number of prototypes to test crucial product concepts and verify their feasibility. It may involve various form factors, such as looks-like and works-like models.
Objective: to comprehend the potential hazards related to certain modules or designs, which often have several variations with low quantities. This may include:
- Evaluating the susceptibility of the cover glass during a drop test involving various adhesives, possibly performed on mock-up housing units.
- Assessment of water resistance in five distinct button seal configurations, with usual volumes ranging from 10 or fewer, and occasionally, no complete systems are even produced.
- Components utilized could be substitutes or swiftly developed prototypes (which could affect outcomes positively or negatively). Sub-assemblies are not necessarily required to be incorporated – modules may only be functional or resemble the final product.
Possible Issues:
The mapping of Pin 1s on the connectors was incorrect, resulting in electrical failure despite being connected. The initial design is unsuccessful in testing and must be reworked. Vendors altering processing parameters or shutting down tools for maintenance can lead to variations in dimensions or quality, resulting in line failures. The use of parts from unapproved tools can cause failures in the assembly line.
Criteria for Completion:
A part sourced from a single supplier becomes the bottleneck in the supply chain, typically due to ongoing yield issues.
The requirement for mass production at mass production speeds must be satisfied on a minimum of one assembly line, and efforts to duplicate this success on other lines should have already commenced. The Ramp and MP (Mass Production) stages of the program are sequential. After the PVT flow, Ramp comes next, during which multiple assembly lines run in parallel to augment daily production. Mass Production involves both the Ramp phase and the subsequent steady production.
Objectives:
- Implement parallel assembly lines to increase production capacity
- Enhance yield rates as production progress
- Confirm the reliability of supplementary tools or vendors
- Incorporate design changes based on feedback, Early Field Failure Analysis (EFFA), or cost reduction initiatives.
Quality often declines when engineering resources are limited and the factory is left unsupervised. Caution should be exercised when dealing with XVT. The build process discussed earlier is dependent on regularly refining the hardware until the design is perfected. However, this essential process can clash with the demands of the market. This is especially true when dealing with seasonal products like toys, which must be shipped before the holidays. The resultant tension between the iteration process and the market-driven timeline can lead to unforeseen and potentially hazardous consequences for the development process. While there is much to debate on this topic, it is crucial to remain vigilant about the potential risks posed by XVT. Although there is a lot to explore regarding this matter, I would like to conclude with a warning about the extreme solution known as XVT.
The term XVT represents the unrealistic expectations of program managers and executives who believe that EVT components can be used in a build and still meet the criteria for DVT exit. The X in XVT stands for either “E” or “D”, representing the hope that it will eventually become a “D”. However, XVT does not actually stand for anything; if it did, it would likely mean “No Validation Test”. Based on my personal experience and insights from multiple engineers, it seems clear that investing significant resources into an EVT-level design with the aim of achieving maturity does not always translate into a faster product launch. Therefore, if your product design is under extreme time constraints and you are considering compromising on the development process to meet deadlines, it is worth exploring the possibility of leveraging Instrumental to expedite the process.
At AJProTech, we produce tools designed to assist hardware businesses in identifying and resolving manufacturing issues rapidly through remote inspection and measurement. Get in touch with us to schedule a demo and learn more!